Shower Set,Lift Rod Shower Set,Shower Set With Faucet,Thermostatic Shower Set AIHUI Sanitary Ware , https://www.fsaihuisanitary.com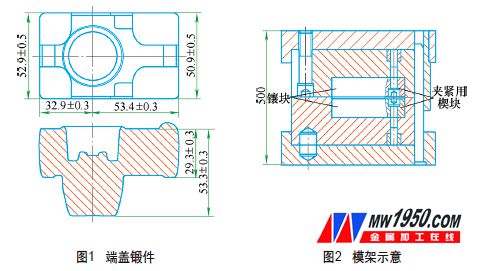

Research on Rexroth Hydraulic Precision Forging Process
End cap forgings are one of the key components of the German Bosch Rexroth hydraulic system. The dimensional accuracy and geometric tolerances are high. The thickness tolerance is ±0.3mm, the dimensional tolerance is ±0.5mm, and the surface quality and flatness requirements are also very demanding. .
1. Precision forming process analysis
According to the company's equipment status and product requirements, combined with the advanced technology of precision forgings at home and abroad, the process analysis of the product has the following difficulties: 1 Forgings are complex in shape, high in height drop, unwrapped rounded corner R1.6mm, forged partial wear Fast, the mold life is low. A reasonable pre-forging process needs to be designed. 2 Forgings have strict requirements on the edge marks and appearance quality. It is required that the trimming tooling has the requirements of trimming and finishing for the forgings to improve the forming quality of the forgings. 3 Forgings have strict dimensional tolerances and geometric tolerances. The traditional forging process can not meet the requirements of the drawings. It is necessary to design a reasonable shaping process to ensure that the forgings meet the requirements of the drawings.
2. Process development
Through the demonstration and analysis of the project team, the process flow of the product was determined: medium frequency induction heating, die forging, forging, blanking, final forging, shaping, trimming, heat treatment, sandblasting, and cold finishing. In order to ensure the dimensional accuracy and appearance quality of forgings, and effectively improve the life and production efficiency of the mold, the following processes are considered.
(1) Mold frame design improvement project team to improve the final forging quality of the product, improve the 6300kN press mold frame, improve the rear mold frame in addition to better processability and versatility, but also improve the fit and guidance between the upper and lower forging die Precision. The main improvement measures: the use of diagonal double guide columns to ensure good guiding accuracy when the mold moves. The mold is fastened by means of clamping wedges to avoid looseness caused by periodic load shocks of the mold.
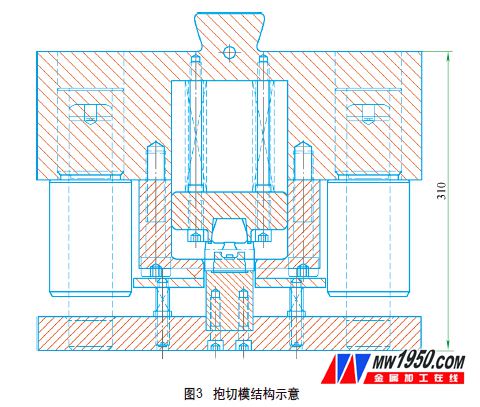
(2) Improvement of trimming process Due to the high dimensional accuracy requirements of forgings, the project team introduced and absorbed the clamping process in combination with the advanced trimming process at home and abroad. As shown in Figure 3, the press slider descends and the movable upper die contacts the forgings. After no longer moving, the cutter continues to complete the trimming work; the slider goes up, the stripper exits the flash, the movable die returns to the position, and the trimming ends. In this process, the forging is held tight by the pressure of the upper spring, and the deformation of the forging is negligible throughout the process.
3. Forging finite element analysis
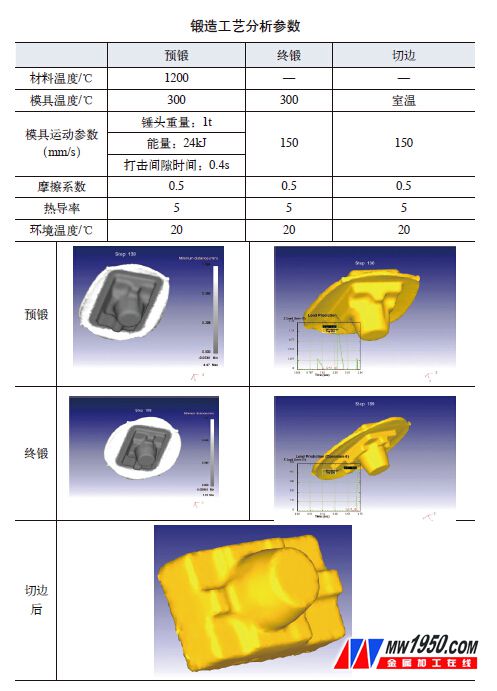
The project team used Pro/E software to carry out 3D modeling of the end cover, and used DEFORM-3D software to carry out process numerical simulation to ensure reliable process plan before trial production (see attached table).
After the trial production, the forgings are basically in conformity with the process simulation state (see Figure 5). The dimensions and performance of the forged parts are in compliance with the technical requirements and can be put into mass production. The research on the precision forming process of the end cap uses the CAE technology to carry out numerical analysis and mold rationality design of the forging process, shortening the product development cycle and reducing the energy consumption.
About the author: Han Haihe, Che Qinan, Ning Jinzhu, Wang Wenqing, Zhang Xiaolei, Ren Ruijun, Inner Mongolia Yiji Group Fucheng Forging Co., Ltd.