The second stage is the crushing and cutting stage. As the honing progresses, the surface of the hole becomes more and more light, the contact area with the oil stone becomes larger and larger, the contact pressure per unit area decreases, and the cutting efficiency decreases. At the same time, the cut chips are small and fine, and these chips have little wear on the adhesive. Therefore, the oil stone abrasive grains are rarely peeled off, and the grinding is not performed by the new abrasive grains but by the abrasive grain tips. Therefore, the tip of the abrasive grain is very heavy, and the abrasive grain is easily broken and broken to form a new cutting edge. Steel Measuring Tape,Tape Line Measure,Magnet Tape Measure,Rubber Tape Line Measure Shangqiu Hengli Measuring Tools Co.,Ltd , http://www.henglimtools.com
The third stage is the plugging and cutting stage. When the honing continues, the contact area between the surface of the oil stone and the hole is getting larger and larger. The extremely fine chips accumulate between the oil stone and the hole wall, which is difficult to remove, causing the oil stone to become clogged and become very smooth. Therefore, the oil stone cutting ability is extremely low, which is equivalent to polishing. If the honing is continued and the oil stone is clogged and the cohesive clogging occurs, the whetstone completely loses its cutting ability and is severely heated, and the accuracy and surface roughness of the hole are affected. At this point, you should end the honing as soon as possible
2. Quantitative feed honing
During the quantitative feed honing, the feed mechanism expands the feed at a constant speed, forcibly cutting the abrasive grains into the workpiece. Therefore, there are only detachment cutting and crushing cutting in the honing process, and it is impossible to cause clogging and cutting. Because when the oil stone is blocked and the cutting force is decreased, the feed amount is larger than the actual grinding amount, and at this time, the honing pressure is increased, so that the abrasive grains are detached and broken, and the cutting action is enhanced. When honing in this way, in order to improve the hole precision and surface roughness, it is finally possible to honing for a certain period of time without feeding.
3. The constant pressure - Quantitative <br> <br> honing feed at a constant pressure at the start of the feed honing stone when cutting into the jam phase, a quantitative conversion honing feed to improve efficiency. Finally, it is possible to increase the precision and surface roughness of the hole without feeding. 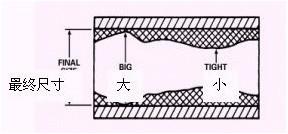
Figure 1 Processing requirements for the inner circle of a cylinder
Previous Next
Honing process and its application in the manufacture of automotive parts (2)