Hand-held Pneumatic/Eleetric Tools CHANGZHOU ANTALYA TOOL AND MACHINERY CO., LTD. , https://www.atly-tool.com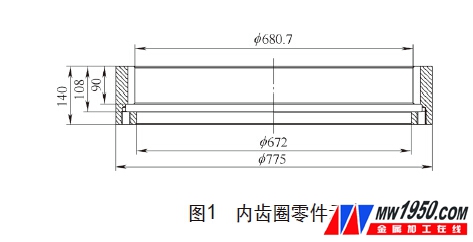

Large internal ring gear induction heat treatment process
As an important part of the final drive of our new bulldozer, the internal ring gear requires high machining accuracy, wear resistance and fatigue resistance. The osmotic heat treatment allows the surface layer of the workpiece to have high hardness and wear resistance, while the central portion of the workpiece maintains the toughness and plasticity of the low carbon steel. The original process is carburizing and quenching, but the toothed portion of the inner ring gear produced by the process shrinks and deforms, causing the workpiece to be scrapped. Our company developed an induction heat treatment process through the internal ring gear structure (see Figure 1) and heat treatment analysis.
1. Overview of inner ring gear deformation
The inner ring gear material is 20CrMnTi, the hardened layer has a depth of 1.8 to 2.4 mm, and the surface hardness is 58 to 63 HRC. The main process of the ring gear is: blanking→forging→normalizing→roughing→finishing→toothing→carburizing→blasting→finishing→quenching→tempering.
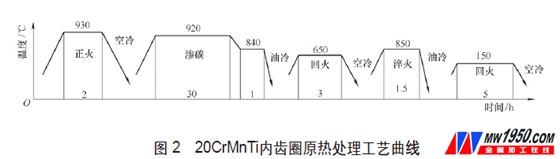
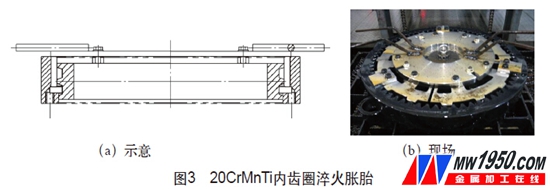
The heat treatment process of the determined inner ring gear is shown in Figure 2. The normalizing process is insulated in a box-type resistance furnace for 2 hours; the carburizing and quenching process is carried out in an IPSEN controlled atmosphere multi-purpose furnace; the tempering is carried out in an IPSEN tempering furnace; the quenching process is carried out in an IPSEN controlled atmosphere multi-purpose furnace to prevent Decarbonization. In order to reduce the deformation of the ring gear during quenching, a special quenching tire (see Figure 3) is designed to prevent the shrinkage deformation of the ring gear. After the workpiece is released, the tire is quenched in the inner hole and the quenching cooling medium is well-rich. K oil, low temperature tempering temperature 150 ° C.
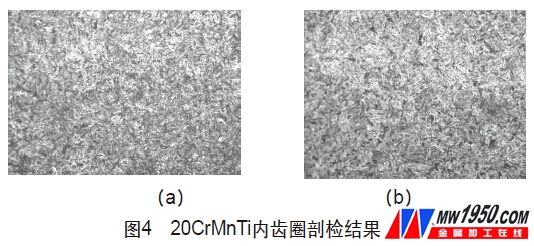
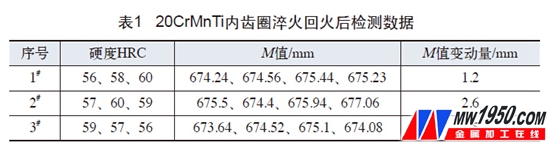
The test results after quenching and tempering of the workpiece are shown in Table 1. The hardness meets the requirements, but the variation of M value is ≥1.2mm, and the maximum deformation is 2.6mm. The workpieces have different degrees of elliptical deformation and cannot meet the assembly requirements. The metallographic phase of the ring gear is shown in Figure 4. It is martensite and carbide, the martensite grade is grade 3, and the carbide grade is grade 1, which meets the requirements.
2. Cause analysis and process improvement
The inner ring gear is heated by 920 ° C high temperature, the carburizing time is up to 30 h, the workpiece is too long in the high temperature zone, the thermal stress is large, and the deformation is large; when the inner ring gear surface and the core are cooled during quenching, the surface is different. The cooling is faster, the cooling of the core is slower, resulting in greater stress, and because the ring gear is larger in size and the tooth size is thinner, even if the quenching tire is added to prevent the inner ring gear from deforming, the workpiece size during the quenching process cannot be controlled. Change and stress release. Moreover, since the subsequent teeth are no longer processed, the deformation cannot be repaired, and the workpiece is scrapped.
Due to the rapid heating of the workpiece and the rapid quenching process, the ring gear can be reduced. In response to the above situation, we decided to adopt an induction heat treatment process. The induction heat treatment heats up quickly, only heats the tooth surface that requires wear resistance and fatigue resistance, and maintains good plasticity in other positions, and the heating time is very short (about 40s), which greatly reduces the deformation; Heating, other positions are not heated, other positions during quenching play a certain supporting role, preventing deformation of the tooth portion, thereby reducing deformation.
According to the above analysis, the inner ring gear material was changed to 45 steel, and the related process was adjusted as follows.
(1) Technical requirements Surface hardness is 52-60HRC, matrix hardness is 248-293HBW, tooth hardened layer is 1.9~12.4mm, pitch-hardened layer depth is 2.4-5.0mm, and root hardened layer is 1.5-3.0mm.
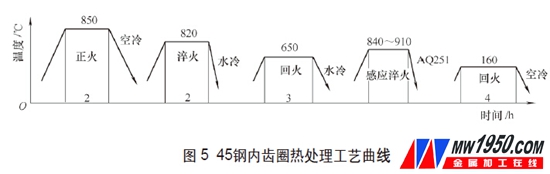
(2) Process route cutting→forging→normalizing→roughing→tempering→blasting→finishing→toothing→induction quenching→tempering. The heat treatment process is shown in Figure 5.
(3) Induction hardening equipment induction quenching uses 1200kW large gear induction hardening machine; power supply uses IGBT transistor intermediate frequency power supply; and design special inner ring gear sensor according to internal ring gear structure, as shown in Figure 6. The workpiece quenching sensor adopts the centralized heating sensor with its own liquid spraying device. After the workpiece is heated, it is directly sprayed and quenched; the quenching cooling medium is selected from 5% to 7% AQ251.
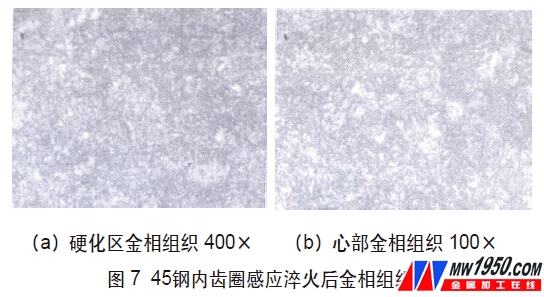
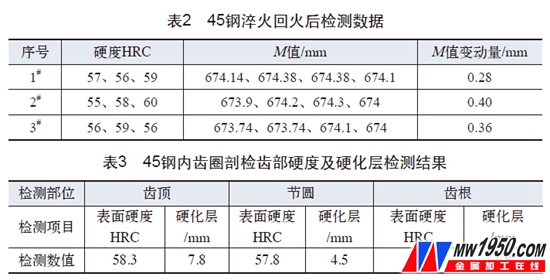
(4) Effect After confirming the quenching and tempering of the workpiece, the test items and results are shown in Table 2. The metallographic structure of the necropsy results is shown in Figure 7. The hardened zone is tempered martensite with a grain size of 9; the core is tempered sorbite, and the grain size is 8; The photo is shown in Figure 7, and the hardened layer is shown in Table 3. The metallographic structure and hardened layer test results meet the process design requirements. At the same time, the variation of the M value is ≤0.4mm, which is greatly reduced compared with the 20CrMnTi carburized inner ring gear, which meets the assembly and use requirements.
3. Effect confirmation
(1) Comparison of effects Through the above analysis and test, it can be seen that the induction ring hardening achieves the heat treatment requirements of the inner ring gear. Compared with the carburizing heat treatment, the surface hardness of the workpiece is slightly lower, but the depth of the hardened layer is deeper and the grain size is It has the same martensite grade but no high wear resistance carbides. So our company carried out the installation verification, the main machine worked after 3000h dismantling, the inner ring gear wear was very small, no problem, fully meet the requirements.
(2) Processing efficiency The two machining processes are basically the same as the normalizing process. The high temperature tempering after 20CrMnTi inner ring gear carburizing and the low temperature tempering after secondary heating quenching is 46h, 45 steel inner teeth The tempering of the ring and the low temperature tempering after induction hardening only takes 9.5 hours. The induction hardening process greatly shortens the manufacturing cycle of the workpiece and improves production efficiency.
(3) Production cost 20CrMnTi steel is higher than 45 steel, 45 steel can reduce production cost; carburizing heat treatment needs to consume a large amount of electric energy, infiltration agent, etc., high production cost, and exhaust gas pollution environment; induction heat treatment only consumes a small amount Electrical energy, no emissions, no pollution, is an environmentally friendly technology, and is a new energy-saving and emission reduction technology that is promoted in the heat treatment industry.
About the author: Wang Meng, Wang Zhong, Feng Xianlei, Xie Lingzhen, Zhou Xingguo, Shantui Construction Machinery Co., Ltd.