Abstract: Introduce the characteristics and technical requirements of aluminum alloy precision extrusion, and some examples of small precision aluminum alloy aluminum alloy profiles Figure 1 Example of a small precision aluminum profile The precision aluminum profile used for potentiometers is "" profile weight 30 g/m, and section size tolerance is ± 0 07 mm. The section of the precision aluminum section used in the loom is “■â€, the section dimension tolerance is ±0.04mm, the angle deviation is less than 0.5°, and the bending degree is 0.83×L. Figure 2 Example of Precision Aluminum Profile Dimensional Tolerance 2.1 Requirements for Tool and Die Figure 3 Factors Affecting the Accuracy of Extruded Profiles First of all, to ensure that the mold is not easy to deform under high temperature and high pressure, there is a high heat resistance, more stringent for precision extrusion, required at a working temperature (about 500 °C), the yield strength of the mold material is not less than 1200N/mm2 . Secondly, high wear resistance is required, which is mainly determined by the hardness and thickness of the nitrided layer. Generally, the hardness of the nitrided layer is above 1150 HV, the depth of the nitrided layer is between 0.25 mm and 0.45 mm, and the die size after nitriding is generally required. The change should be within 0.02mm. 2.2 Extrusion process requirements The extrusion method has an effect on the accuracy of the product. Forward extrusion is generally prone to the phenomenon that the thickness of the front end (starting extrusion part) is larger than that of the rear end, and the wall thickness at the front and rear ends of the reverse extrusion product changes little, as shown in FIG. 5 . Therefore, the use of reverse extrusion is easier to control the accuracy of the product size. In the formula: In addition, the mold should have a cooling device to ensure the rigidity, wear resistance, and dimensional stability of the mold at a certain temperature. With the development of living quality , lighting fixture is becoming increasingly intelligent . So in this case , WOSEN launches led smart panel light .The function of smart led panel light ultra thin are as follows :
Select 16 million colors by app easily
Led Smart Panel Light,Led Wafer Light,Led Flat Panel Light,Smart Led Panel Light WOSEN LIGHTING TECHNOLOGY LIMITED , https://www.wosenled.com
Keywords: aluminum alloy; precision extrusion; technical requirements Modern parts of many industrial equipment such as precision instruments, weak electrical equipment parts require small, thin-walled, very accurate section size of aluminum, its very strict dimensional tolerances . The wall thickness of the profile is only 0.4 mm and its tolerance requirement is ±0.04 mm. The extrusion process requires strict equipment, tooling, and process requirements. This extrusion technique is often referred to as precision extrusion [1-3].
1 Examples of precision aluminum extrusions There are some small precision aluminum profiles with tolerances that are less than one-half that of special grades in the JIS standard, and typical precision aluminum profiles require dimensional tolerances between ±0.04 and ±0.07 mm. The section of some small precision extruded aluminum profiles is shown in Figure 1. 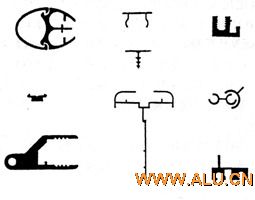
A1050, A1100, A3003, A6061, A6063 (low- and medium-strength alloys) small precision extrusions have a smaller wall thickness of 0.5mm and a smaller area of ​​20mm2. A5083, A2024, A7075, (medium and high strength aluminum alloy) small precision extrusions have a small wall thickness of 0.9mm and a small area of ​​110mm2.
An example of the dimensional tolerance of small precision aluminum profiles is shown in Figure 2. 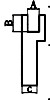
Size/mm size tolerance/mm
JIS special grade Small, precision
A 2.54 ±0.15 ±0.07
B 1.78 ±0.15 ±0.07
C 3.23 ±0.19 ±0.07
2 precision extrusion technology requirements
In general, the aluminum alloy hot extrusion has a large deformation degree, the extrusion temperature and speed, the neutrality of the extrusion equipment, the deformation of the die and the like all easily affect the accuracy of the profile size, and it is difficult for them to influence each other. get over. Figure 3 lists the factors affecting precision extrusion.
Moulds are factors that affect the dimensional accuracy of the extruded product. To ensure that the extrusion product does not change in size or change in section during production, the rigidity, heat resistance, and wear resistance of the die must meet certain requirements. 
For solid sections and hollow sections with a suspended wall, the elastic deformation of the mold must also be taken into account. In order to ensure a certain rigidity of the mold, it may be appropriate to increase the thickness of the mold or match the special mat with a similar shape.
In order to control the change of the size of the profile opening, a runner can be opened on the mold to control the metal flow, as shown in FIG. 4 . 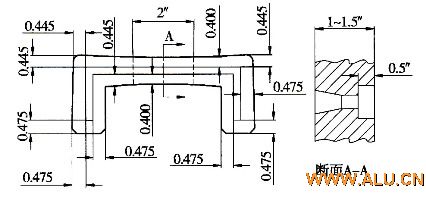
Figure 4 mold open trough
Extruded products will shrink when they are cooled in a hot state. The deformation S% is:
Position in extrusion direction/m 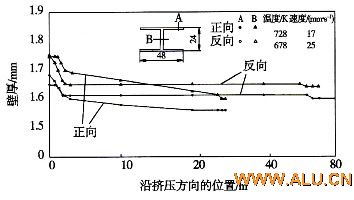
Figure 5 Dimensional changes of A7075 alloy extruded profiles
s% - shrinkage;
Lt - section dimensions of the hot state;
L0 - dimensions of the cooled section;
a - coefficient of thermal expansion;
Te——extrusion temperature;
Ts - ambient temperature.
From the formula (l), it can be seen that temperature changes will cause changes in the product size, the greater the temperature change, the greater the amount of deformation, so to ensure accurate product size, the extruder should have a Tips control system (isothermal extrusion system) . Isothermal extrusion is used. If the extruder does not have such a device, a gradient heating can be applied to the aluminum rod to achieve approximately isothermal extrusion. In short, it is necessary to ensure that the temperature at the front and rear ends of the product is uniform or less.
In addition, as can be seen from the formula (1), the higher the extrusion temperature is, the greater the deformation is, so under the condition of ensuring the mechanical properties of the product, use a lower extrusion temperature as much as possible.
The change of the extrusion speed will also change the size of the product, especially if the product with openings can cause changes in the size of the opening. The isokinetic extrusion should be used. Modern extrusion machines generally have Fi control system (isostatic extrusion control). system).
Cooling of the product out of the extrusion die hole is critical and a uniform, constant cooling rate must be maintained to maintain consistent product shrinkage.
2.3 Equipment Requirements
The quality of the extruder affects the precision of the extruded product. General requirements for the extruder tension column as a prestressed overall structure, equipment, stiffness and neutrality is better, the general allowable deviation between the extrusion shaft, squeeze tube, mold, feeding robot is less than 1.5mm, usually controlled at 1.2 Within mm. For precision extrusion, the center deviation of molds, extrusion cylinders, and extrusion rods should be less than 0.2 mm. Extrusion presses for precision extrusion should have isothermal extrusion control systems and isokinetic extrusion control systems, and should have at least Speed ​​extrusion control.
2.4 Requirements for cast rod material
The composition and structure of the cast rod are not uniform, and defects such as inclusions, segregation, and coarse grains will affect the flow and deformation of the metal, and the dimensions of the product will fluctuate. For precision extrusion, the material requirements for cast rods are more stringent and must be homogenized. The grains should be controlled within one grade.
3 Conclusion Precision extrusion is a comprehensive technology. The material, design and manufacture of the mold are required to be very strict; the extruder must be an advanced equipment; different extrusion methods and processes are selected according to different product sections; the aluminum rod needs to be homogenized, and its structure and performance must be uniform. Only in this way can we meet the requirements of precision extrusion.
1. Voice Control
Control connected smart led flat panel light trim by voice command working with Alexa and Google Assistant
2. Time Setting
Schedule your lights turn on or off at setting time
3. App Dimmer
Adjust proper color temperature by voice command or app
4. RGB Control
Aluminum alloy precision extrusion technology