The anti-fatigue floor mat integrates various functions: fatigue relief, high elasticity, shockproof, etc., can effectively prevent impact and fatal injuries, and is very durable for industrial and harsh environments. The shape of its bottom and surface is designed for workers to stand for a long time, which can greatly reduce the fatigue and pain caused by prolonged standing on the legs. Welcome to visit us. Non Slip pvc Floor Mats,Non-slip Floor Mats,Anti Slip Mats,Non Slip Pvc Mats Jiangyin Yining E-Commerce Co., Ltd , https://www.pvcmatyining.com
(a) Laser quenched surface layer structure (b) Austenite grains in the laser quenched layer (c) Undissolved carbides in the normally quenched structure
The dendritic structure of the layer is the rapid cold solidification structure of the molten layer, and the fine austenite grains in the middle are the result of phase transformation hardening and recrystallization, and the quenched structure is on the right. It can be seen from Fig. 3b that the austenite grain size of the laser quenched layer is similar to that of the prior austenite grains, and the prior austenite grain boundaries are basically composed of fine particles, and there are a very small amount of fine particles in the grains. Are these fine particles a newly formed austenite or a residual carbide? 4Cr13 steel is a hypereutectoid steel, and there are residual carbides in the structure after normal heating and quenching, and the particle size is small, and the diameter is <1 μm, as shown in Fig. 3c. Although the remaining carbides have an indication of the distribution along the crystal, their diameter is much smaller than the size of the particles in the crystal and on the grain boundaries in Fig. 3b, and the number is also large. Therefore, it can be confirmed that the fine particles in the grain boundary and the crystal in Fig. 3b are newly formed austenite grains, indicating that the state also produces a "grain boundary effect" and a tissue genetic phenomenon. 315 normal quenching + low temperature tempering microstructure (Y state) tissue heating after laser heating
Figure 4 is the microstructure of the 4Cr13 steel sample normal quenching + low temperature tempering microstructure (Y state) laser heating quenching layer, the laser power of the process parameters is 600W, the scanning speed is 25mm / s. Much like Figure 3b, it is shown that "grain boundary effect" and tissue genetic phenomena can also occur in this state, except that there are more newly formed austenite in the prior austenite grains.
4 Conclusions The hardness curve of the original quenched microstructure laser hardened layer of 4Cr13 stainless steel can be divided into five regions: the lowest hardness quenching zone in the outermost layer, the high hardness quenching zone in the subsurface layer, the partially quenched zone, the tempered zone and the original quenching zone. The surface layer is composed of fine crystal grains which are phase-hardened and recrystallized. The "grain boundary effect" and tissue genetic phenomena of the normal quenched state and the normal quenching + low temperature tempered microstructure laser quenching layer are significant. 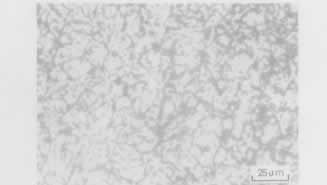
Cr12MoV steel is a high carbon high chromium Leysite steel, which is an acid-resistant high alloy steel and cold work die steel. It has good heat resistance, high hardenability, large bearing capacity and small deformation, but the disadvantage is toughness. And the hardness is insufficient, and the surface strengthening treatment technology is usually used to improve the toughness and wear resistance. Cast WC hard alloy has high hardness, good wear resistance, good red hardness, small thermal expansion coefficient and good chemical stability, especially in industrial applications, it shows high abrasive wear resistance [1~4]. The cast WC is a eutectic (WC + W2C) composed of two high melting point interstitial compounds, and the eutectic structure has a lower melting point than the single component interstitial compound. Ni has good wetting properties and can be well combined with WC. Because WC is easy to decompose at high temperature and reduces wear resistance, it is coated with a chromium film on its surface. Chromium can take oxygen from oxide matrix to form oxide, which has strong chemical stability and mechanical adhesion. And well combined with WC, preventing WC decomposition and improving the wear resistance of its coating. In this paper, the same process was used to spray the chromium-free nickel-based tungsten carbide and chromium-coated nickel-based tungsten carbide sprayed layer on the Cr12MoV steel substrate, and the microhardness distribution and the bonding strength of the coating were tested.
1 Test materials and methods The test base material is Cr12MoV steel, the main chemical composition (mass fraction, %, the same below) is 1145 ~ 1170C, ≤ 0135Mn, ≤ 0140Si, 11100 ~ 12150Cr, ≤ 0135Ni, 0140 ~ 0160Mo, 0115 ~ 0130V, ≤0103S, ≤0103P, balance Fe. The surface spray powder is WC2Ni60 and Cr2WC2Ni60. The main chemical composition of WC powder is 9915 casting WC, 015 other, WC particle size is 0103mm~0105mm; the main chemical composition of Ni60 powder is 314~411B, 414~610Si, 018~112C , 1410 ~ 1810Cr, 1010 ~ 1510Fe, balance Ni. The powder ratio was Cr2WC:Ni60 = 1:3, and WC:Ni60 = 1:3. Among them, Cr2WC is coated with a layer of Cr on the WC powder by magnetron sputtering. Thermal spray welding was performed on the substrate using a QH22 /h type oxygen 2 acetylene flame spray gun. The process is ultrasonic cleaning of the sample with acetone - preheating at 300 ° C ~ 400 ° C before spray welding - surface roughening - spraying about 111mm ~ 115mm thick powder - surface remelting - air cooling - rough grinding - fine grinding - fine Grinding - polishing. The sample size was: 18 mm × 8 mm × 12 mm, the hardness of the sample was 57 HRC to 60 HRC, and the size of the coating after processing was 18 mm × 8 mm × (015 - 018) mm.
The phase of the coating was quantitatively analyzed by X-ray diffractometer. The microhardness was measured along the symmetrical center line of the cross section of the coating using a HXD21000TMC microhardness tester. The film/base bond strength was measured and the load weight was 1000 g. For 20 s. The polished and polished samples were chemically etched with 30 mL of HF + 10 mL of HNO3 mixed acid, and the cross-sectional structure of the coating was observed and analyzed by an optical microscope.
2 test results and analysis
211 Phase Analysis Figure 1 shows the X-ray diffraction spectrum of the Cr2WC2Ni60 coating. As can be seen from Fig. 1, the phase composition mainly includes Ni3 (Cr, Fe), W, WC, W2 C, and Ni5 Si2, but the Cr phase does not appear, indicating that Cr is combined with the Ni-based alloy to form Ni and Cr compounds. The corresponding diffraction peak intensity is: I / I0(W2C) = 78%, I / I0 (WC) = 56%. In addition to WC and W2C, the hard layer W exists in the film layer. It indicates that the Cr plating on the surface of WC has a certain effect, preventing WC from decomposing due to high temperature. It can also be seen during the spray welding that particles are present in the molten pool and no particles are present in the unplated WC molten pool. 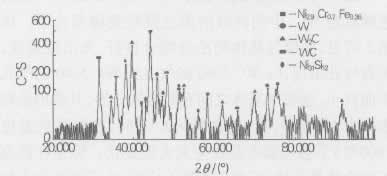
212 Microhardness Analysis Figure 2 shows the hardness distribution curves of different composite coatings. It can be seen from Fig. 2 that the hardness gradually increases from the inside and the surface, and the hardness of the Cr2WC2Ni60 coating far exceeds the hardness of the WC2Ni60 coating. In the fusion zone in Figure 2a, it can be seen that the higher hardness point reaches 1521177 due to the extremely hard hard phase carbides and borides distributed in the coating, which improves the wear resistance of the composite coating and forms A large number of Ni2Cr solid solution, the coating is solid solution strengthening and dispersion strengthening, the interface junction changes gently, no obvious transitions and cracks, and good metallurgical bonding, improve the interface properties; heat affected zone towards the base metal hardness Gradually, this hardness distribution is characterized by the diffusion of alloying elements on both sides of the interface and the interaction of various elements in the coating to form a strong metallurgical bond between the coating and the parent metal. Thereby, the difference in properties of the materials on both sides of the interface is reduced, and the bonding strength of the interface is further improved. In FIG. 2b, the highest hardness value of the coating is only 1021165, and the hardness of the Cr2WC2Ni60 composite coating is higher than that of the WC2Ni60 composite coating. 01 times. 
(a) Cr2WC2Ni60 (b) WC2Ni60
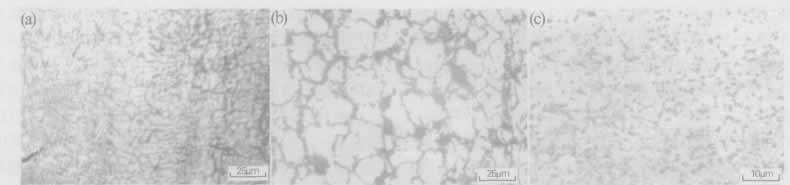
213 Microstructure Analysis Figure 3 is a SEM photograph of different composite coatings. The white particles in Fig. 3 are WC, and the dispersed black particles in the middle are nickel-based alloys. It can be seen from Fig. 3 that the metallurgical bond between the coating and the substrate is good, no cracks appear, but there are pores. The pores of Cr2WC2Ni60 are smaller and smaller than those of WC2Ni60, and there is a clear boundary between the coating and the substrate. Containing more Cr, when the Cr content is > 0112, the strength does not change too much at a higher temperature of 800 ° C). However, tungsten carbide is easily decomposed at high temperature, which is not suitable for engineering applications. In order to solve this problem, coating a layer of Cr film on the outside of tungsten carbide particles has high thermal stability [5]. During the high temperature process, a certain amount of mutual dissolution and diffusion occurs between the surface layer of the cast WC2Ni60 and the matrix Cr12MoV, in which the W and C atoms diffuse into the metal matrix, so that the content of carbon and alloying elements in the matrix increases. From the surface topography of the coating (Fig. 4), the WC particles of the WC2Ni60 coating sample and the Ni-based alloy are embedded in growth; while the Cr2WC2Ni60 coating has a good effect on the nickel-based alloy due to the cladding of a layer of chromium in the tungsten carbide. The metallurgical combination has a mixed eutectic structure of planar crystals and dendrites around it, γ2Ni on the branches, and hard phase points of the second phase such as Ni and Cr groups between the branches, thus significantly improving the wear resistance, especially Yes 
(a) Cr2WC2Ni60 (b) WC2Ni60 
(a) Cr2WC2Ni60 (b) WC2Ni60
Microstructure and Wear Resistance of Ni2Cr2W2RE Alloy Powder Sprayed Layer Su Yixiang, Huang Zhongjia, Wang Zhiping, Lu Yang (School of Materials Science and Engineering, Lanzhou University of Technology, Lanzhou 730050, China) Abstract: Microstructure and resistance of Ni2Cr2W2RE alloy powder sprayed layer The grinding performance was analyzed and the results showed that the precipitates in the sprayed layer mainly contained boride and carbide; these hard phases were evenly distributed, fine, and the edges were round and the wear resistance was good; Ni2Cr solid solution matrix to wear-resistant phase There is a good support; there is a small amount of elements interdiffused between the sprayed layer and the matrix to form a good metallurgical bond, and the interface is a thin strip of white light; the wear resistance is 6 times that of high carbon and high chromium cast iron, which is ZGCr5Mo resistant. 11 times the steel.
Key words: Ni2Cr2W2RE alloy powder; spray-melting layer; microstructure; wear-resistance slurry pump is used to transport solid catalyst and slurry, the service life of pump body cover and related anti-abrasion workpiece directly affects the transport material Normal work. Since these workpieces work at around 420 °C for a long time, the wear and corrosion are very serious. Usually, the lower cost ZGCr5MoZG1Cr13 is selected as the pump cover material. After quenching, the hardness of B, Si, Cr and other elements are solid-dissolved in Ni-based austenite to produce solid solution strengthening, B, Si and Ni in the alloy. Cr, C, etc. produce a variety of intermetallic compounds and boron-carbon compounds, which are dispersed in the alloy in a hard phase. These hard phases have extremely high hardness, thereby improving the hardness and wear resistance of the alloy.
3 Conclusions (1) The Cr2WC2Ni60 composite coating was prepared on the surface of Cr12MoV substrate by thermal spray welding. The surface structure was characterized by the fusion zone, the bonding zone and the thermal diffusion zone. The surface microstructure was characterized by planar crystals and dendrites. The mixed eutectic structure is γ2Ni on the branches, and the second phase hard phase points such as Ni and Cr groups between the branches can greatly improve the wear resistance.
(2) During the thermal spray welding process, particulate particles appeared in the Cr2WC2Ni60 molten pool, and no particulate particles appeared in WC2Ni60, indicating that WC had decomposed. It can be seen in the XRD pattern that the hard phase W is not decomposed, indicating that the Cr package WC acts to prevent WC decomposition.
(3) A strong metallurgical bond is formed between the coating and the substrate. The main reason is the interdiffusion of elements such as Cr, Ni, Fe, and C on both sides of the interface during thermal spray welding.
(4) The microhardness distribution of Cr2WC2Ni60 composite coating changes gently along the depth of the layer. There is no obvious gradient transition at the interface. The formation of hard phase plays a role of dispersion strengthening. The microhardness of the coating is WC2Ni60 coating. The height is 015 times.
Here we recommend our Pvc floor mats, it was widely used for runners of hotel public, we have 1.3mm and 2.5mm two type online produce. welcome to contact us.
1
1.3mm
General type
2
2.5mm
High quality
Microstructure of Cr2WC2Ni60 Thermal Spray Welding Composite Coating
Abstract : The Cr2WC2Ni60 composite coating was sprayed on the Cr12MoV steel substrate by thermal spray welding. The composition and microstructure of the coating were observed by XRD, SEM and other methods, and the microhardness distribution along the depth of the layer was measured. The results show that the interface between the coating and the matrix forms a strong metallurgical bond, the hardness is 015 times higher than that of the WC2Ni60 composite coating, and the microhardness on both sides of the interface is continuous. Fig. 3 The microstructure of the normal quenched microstructure (X state) of 4Cr13 stainless steel sample treated by different processes Figure 4 4Cr13 stainless steel sample normal quenching + low temperature tempering Fig.1 X-ray diffraction spectrum of Cr2WC2Ni60 composite coating Fig. 2 Microhardness curve of different composite coatings Figure 3 SEM photograph of different composite coatings Figure 4 Particle morphology of different composite coatings