Dongguan Best Instrument Technology Co., Ltd , https://www.dgbestinstrument.com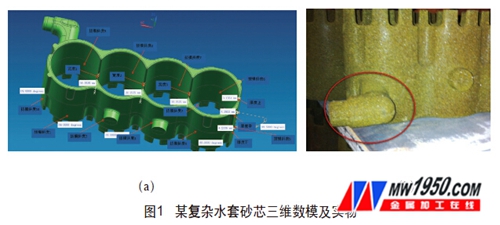




Analysis and prevention of core defect of cylinder core water jacket hot core box
1 Overview
The automobile engine block water jacket sand core has complex structure, high dimensional accuracy, thin wall thickness and difficult cleaning. According to its characteristics, most domestic manufacturers currently use the hot core box coated sand core making process, which has the following characteristics compared with the cold core box core:
(1) High strength After the film sand is solidified, the strength is high, and the tensile strength at room temperature is >2.8 MPa, which is 2 to 3 times higher than that of oil sand. The thin-walled water cavity core produced by this method has good gas permeability and sand-blasting property in addition to sufficient strength.
(2) Good fluidity The coated sand is dry loose sand before solidification, and has good fluidity, which is favorable for shooting sand cores with complicated shapes.
(3) The hygroscopic small coated sand can be stored for several months at room temperature. After curing, the sand core has little hygroscopicity and can be stored for a long time.
(4) Good collapsibility Under the action of high temperature molten iron, the resin is burnt and the sand core is particularly good and easy to clean.
As shown in Figure 1, one of the engine cylinders of our company has a water jacket core height (121.5mm height) compared to other cylinders, and the water jacket wall is thin (the thinnest position is about 3mm). The inclination is small (most of the water jacket inner wall has a draft angle of 0.5° and the outer wall draft angle is 1°), and the water jacket jaws are assembled with the round rod core and the wall is thin (thickness is about 4 mm). In the design and manufacturing process of the core box, a plurality of ejector pins and a vent needle structure are arranged in the water sleeve claw portion to prevent the air hole defect. Due to the structure of the product and the design of the core box, the cylinder core of the cylinder body starts from the production of the product, and the waste product remains high. Sometimes the single-shift scrap rate is as high as 20% or more, and the weekly average core scrap rate is as high as 11.97%, which seriously affects The starting rate of the core wire becomes the bottleneck station of the core manufacturing section, which affects the production capacity of the entire workshop cylinder production. At present, a complex water jacket sand core is produced online at the same time using the old mold and the standby mold, and the waste products appearing are mainly divided into the following six cases.
First, the water jacket claws are loose and broken claws (the loose position is not fixed and the old mold is more serious than the standby mold).
Second, the position of the pump port is loose (the backup mode is more serious).
The third is that the shotgun does not demould (the mold is more serious).
The fourth is the water sleeve die scratches (there are some observations on the spot, and the old model on the shift record is also available).
The fifth is the lack of flesh on the F20 surface of the water jacket sand core (the preparation of the mold is more serious).
Sixth, the crack in the water jacket core F40 surface is blocked by the crack.
The above six problems are complicated and seriously affect the quality of on-site production.
2. Film-forming sand core process and process
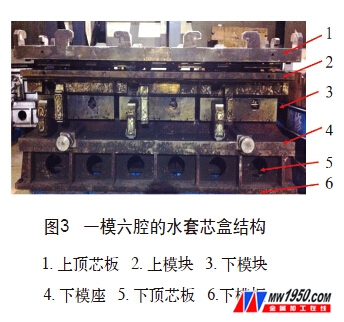
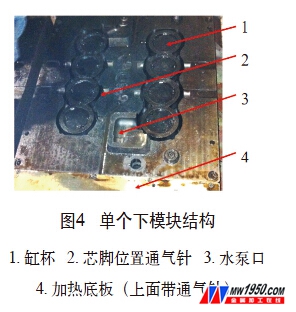
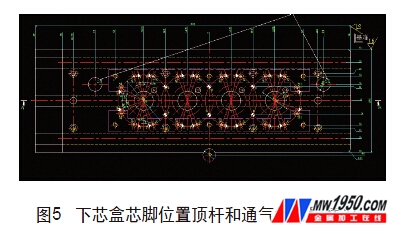
Our company's water core making machine adopts two Korean SH-159A hot core box horizontal split core making machines (see Figure 2), one mold and six chambers (see Figure 3, Figure 4), which are heated by heating tube. The heating method is adopted. The coated sand is made of ordinary coated sand of Laizhou Tiandingzhou. When the proportion is coated with sand, the phenolic resin accounts for 1.0%-3.0%, and the urotropine (1:1 aqueous solution) accounts for 10%-15%. Calcium stearate accounts for 5% to 7%, and additives account for 0.1% to 0.5%. The core making sequence is: mold opening→compressed air purge→spray release agent→molding→shifting→lifting mode→shooting sand→exhaust→down mode→shifting→curing→opening and moving the topping plate → Move the core unloader → move the lower ejector plate → return the core unloader → take the core → deburr → sand core quality check. The key parameters of the core making are shown in Table 1. The arrangement of the ejector pin and the venting pin of the lower core box foot position is shown in Fig. 5.
It can be seen from Fig. 3 to Fig. 5 that under the drafting degree, the height of the core is high, the position of the core pin is narrow, and the process also arranges such a large number of ejector pins and venting needles, and the existing product and the core box structure are difficult to change. Next, the water core box adopts a three-cavity structure, and the core has many problems, and at present, the core box adopts a very thick oil-based mold release agent for demoulding, and the core box core position is easy. Sticking to dirt, the size of the needle at the position of the core foot is f3mm×65mm, and the material with poor thermosetting of T10 is used, which is easy to break, the pump hole is thick, and there is no nozzle and exhaust in the surrounding position. The Ministry also did not set up exhaust gas. The above products and the structure of the core box caused the core box to remain at a high rate from the beginning of production to the present. The original waste core rate of the water jacket core was just 50% until 2014. After many improvements at the beginning of the year, the core scrap rate is still fluctuating between 10% and 20%, and the problem of core waste is urgently needed to be solved.
3. Main quality problems and countermeasures in production
(1) Loose and broken claw defects in the water jacket claws After long-term production observation, it is found that the looseness and fracture of the water jacket claws mainly have the following reasons: the material of the ventilation needle is too soft, the ventilation needle is too long, and the ventilation needle is repeatedly corrected. When it is bent, the core is broken when the core is taken out; the claw portion of the cavity is not clean, and there is foreign matter; the claw is helium, the exhaust is not smooth, and the sand is not compact to form loose; the upper scraper is sanded into the cavity Or sanding sand when accidentally falling into the cavity; the release agent spray gun is blocked, the mold release is too smooth, and the foreign matter is too much, causing the next type of filling to be unreal; the sanding nozzle is blocked, or the sealing ring is damaged and leaking. Gas, so that the pressure of the sand is relatively insufficient, the nozzle is damaged, and so on.
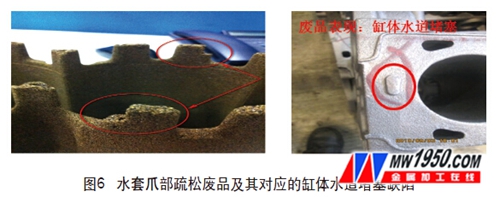
If the loose parts of the water jacket claws are not picked up in time, the corresponding cylinder water channels will form a blockage defect (see Figure 6), and the consequences are serious.
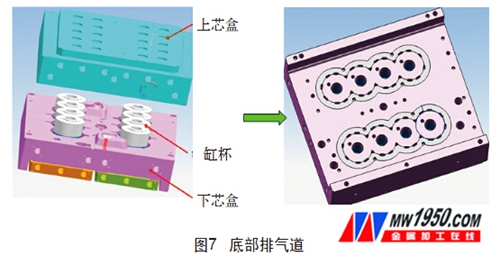
Preventing method: Replace the bottom venting needle material T10 to SKD11, and change the specification of the venting needle to f2.5mm×60mm and f2mm×30mm. The inspection shall prohibit the repeated use of the venting needle which is repeatedly corrected after bending; the core box is thoroughly cleaned once a week; Increase the exhaust passage on the heating plate at the bottom of the core box for exhausting (see Figure 7); pay attention to the inspection and replacement of the scraping plate on the equipment to reduce the frequency of blowing sand; periodically check the release agent spray gun, and periodically check the spray nozzle And sealing ring.
Regarding the oil-based release agent which tends to accumulate problems of looseness and broken claws at the core pin position, the water-based release agent of many suppliers is tried to terminate due to the test failure; for the problem that the bottom of the core foot is difficult to clean, The test was carried out online with dry ice and the effect was good.
(2) After the problem of loose and broken claws in the pump outlet, the problem of looseness of the pump outlet was once raised to the quality problem of the water jacket core TOP1 (see Figure 8). The cut core can be seen as a crisp and unsolidified state, which has been considered to be solidified. Insufficient temperature caused, after the subsequent analysis, the main reason for the looseness of the pump outlet was the helium gas here.
The following four solutions have been adopted to solve the problem of looseness of the water pump port.
Option 1: Add a f8mm vent plug to the bottom of the lower pump port, as shown in Figure 9.
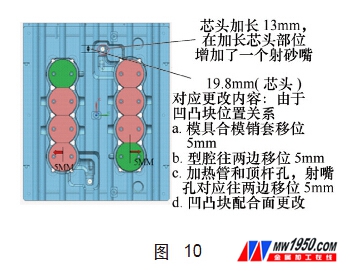
Option 2: The pump head core is extended and the auxiliary nozzle is added, as shown in Figure 10.
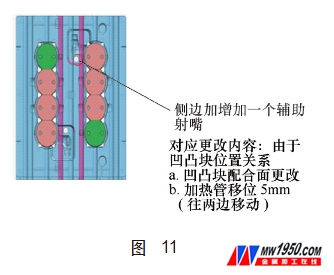
Option 3: Add an auxiliary nozzle to the side of the pump port, as shown in Figure 11.
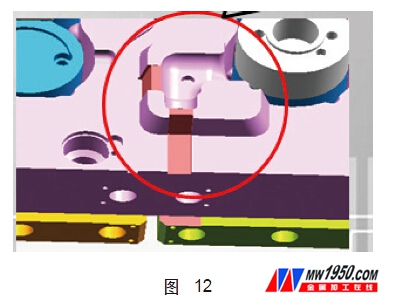
Option 4: Add two exhaust slots on the mating surface of the pump, as shown in Figure 12.
The above four schemes are carried out in chronological order and continuously improved. At the beginning of the problem, an f8mm exhaust plug was added to the bottom of the core box pump core box. The scheme was very effective at the beginning and the pump port was loose. Basically solved, but due to the frequent wear of the core box scraping plate of the core making machine, the upper core box is not cleaned, and the exhaust passage at the bottom of the exhaust plug is often blocked by sand, and the top exhaust passage needs to be cleaned frequently, thereby affecting Production cycle; follow-up to use scheme 2 and scheme 3 to increase the auxiliary nozzle to increase the sand filling capacity, but the shortcoming of scheme 2 is the need to change the edge core, etc., the amount of change is very large, the current Kunshan Toyota core box uses this The method solves the problem of looseness of the water pump port; the scheme 3 has been adopted at the time of making another set of spare molds, and the loosening effect is good, but the residual of the nozzle needs to be cleaned. Because the addition of the auxiliary nozzle needs to move the position of the heating tube hole, the existing two sets of core boxes have no space for arranging the auxiliary nozzle, so after the test, it is selected to add two exhaust slots on the existing two sets of core boxes. In the way, after the improvement, the problem of loose water pump mouth has been completely solved.
(3) Shooting rod without shotping The shot rod is the sand column that remains on the core after the core sand is shot from the shot chamber to the sand channel of the sand core. The sand-blasting rod is useless in production. It must be removed when the core is repaired, and the sand-blasting rod will bring many disadvantages in the core-making process, but it is a product that is difficult to avoid when shooting the core. If the box shot sand stick does not fall off, it will directly affect the next box core, resulting in core waste. This waste has become the TOP3 waste problem of water core core waste, so it should be paid attention to in the design and manufacture of the core box.
The reason why the shooting rod is not demoulded in our factory: the inner wall of the nozzle bushing is not polished and rough; the nozzle bushing has long wear and tear cone; the upper rod is loose, bent or worn, the height is inconsistent, and the bending is easy to make the bushing Scratches on the inner wall result in high surface roughness.
The prevention method is mainly: using H13 steel for the upper ejector material, the overall heat treatment hardness is 49~51HRC; the upper ram arrangement is made according to the stepped size of the current C14 water jacket A mold, and the height drop is changed to 3mm, f5mm×62mm (20 roots) ), f6mm × 63mm (20), f7mm × 68mm (20). The surface roughness of the bushing is strictly guaranteed before the spare parts are put into storage. The inner and outer walls of the bushing spare parts are ground by grinding, and then polished after the polishing process is not satisfied; the nozzle bushing that does not release the mold is made on site. Good marking, replacement at production intervals; timely inspection and replacement of worn and bent upper rams.
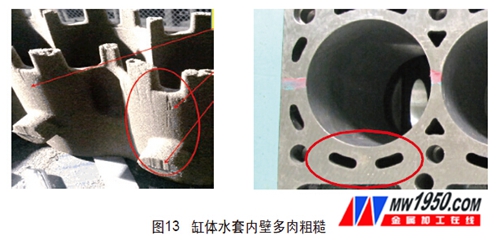
(4) Sleeve of water jacket die Because the height of the water jacket is very high, the draft angle is small, and the mold is a six-cavity structure, and the overall demoulding is performed, so the surface roughness of the cavity is extremely high, and the water is required. The sleeve mold scratches are similar to the sand core veins, which will cause the water channel wall of the cylinder to be rough (see Figure 13). Scratches on the water jacket will also affect the strength of the sand core, resulting in sand core cracks after casting. The main reason for this is: the surface roughness of the inner wall of the mold is high; the debris on the surface of the mold is not cleaned up in time; the temperature of the upper mold is too high, so that the resin in the coated sand is baked and sag to the side wall to form a long strip. If the pressure of the sand is too large, the resin in the coated sand separates from the sand and accumulates on the side wall to form a long protrusion; the release agent and the sand are mixed with the adhesive.
The improvement method: focus on the side wall during mold maintenance, timely clean and polish the position with high smoothness and high surface roughness value, control the mold temperature and the sand injection pressure not too high, replace the high-performance spray gun, and improve the release agent.
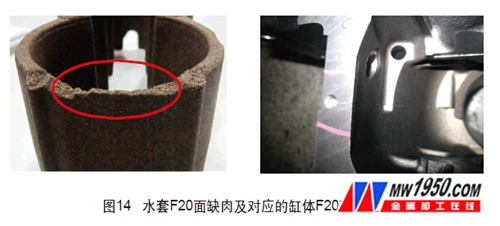
(5) The water-stained sand core F20 surface lack of meat is shown in Figure 14. The main problems of this problem are as follows: the shot sand stick is too thick to remove the meat; here the mold temperature is insufficient to cause the curing poor meat; The cup and the base are poorly combined to form an inverted cone, and the meat is missing after demolding.
The prevention method: the nozzle bushing is replaced after being worn in time; the cold state resistance value of the heating pipe is regularly checked, and the damaged heating pipe is replaced in time; each time the core box is maintained and maintained, the cylinder cup and the base are matched, and the cylinder cup is matched with the cylinder cup. There is no damage to the base. After the installation and fastening, the cylinder cup is slightly smaller than the base. After the installation, the base can be seen with a width of 0~0.15mm. It is easy to form fins when it is too wide.
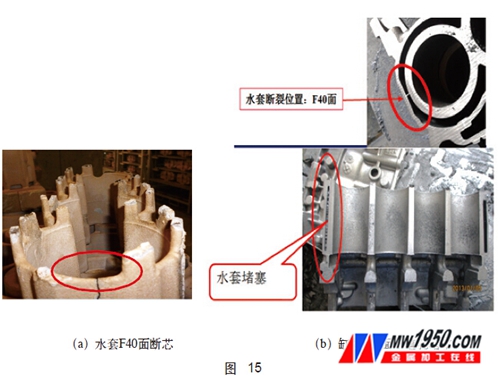
(6) The crack of the water jacket hole is blocked by the crack of the water jacket core F40 surface. As shown in Fig. 15, the crack problem of the water jacket F40 of the cylinder body always exists, and the water jacket F40 surface is the thinnest position of the water jacket sand core (the thinnest The reason for the formation of cracks is as follows: the mold is poorly molded, and the core is cracked when the core is ejected; the core is ejected or broken during the cleaning process, and the product is broken during transportation; The support position is narrow, and the casting process after the lower core support is cracked due to shrinkage; the upper mold temperature is too high, so that the resin in the coated sand is baked out or the pressure of the sand is too large, which causes the resin in the coated sand to separate from the sand. The strength of the sand core is reduced, the position wall is the thinnest, the strength of the sand core is not enough; the curing temperature of the core box is too high, the core is over-fired, the strength is lowered, and the casting is easy to break; the thermal tensile strength of the core sand is insufficient; the size of the core support is not Meet the requirements, too big or too small.
The prevention method is as follows: sand core cleaning and transportation should pay attention to light handling, cracked sand core for scrap treatment, avoid overflow station; control mold heating temperature and sand shooting pressure; mold actual heating temperature (temperature measuring cylinder measuring cylinder cup The side wall) is controlled at 215~260°C; during the maintenance and repair of the mold and before the production, the heating pipe, sensor, thermocouple and socket wiring should be inspected, and it should be intact without damage. There is no sand and debris inside the junction box to ensure thermocouple insertion. Depth to the bottom of the hole; the cold resistance of the heating tube ranges from 16 to 23 Ω; control the quality and size of the core support; strengthen the tensile strength detection and control of the core sand; increase the position of the core support under the core box, increase the unilateral increase 0.225mm.
4. Improved effect tracking
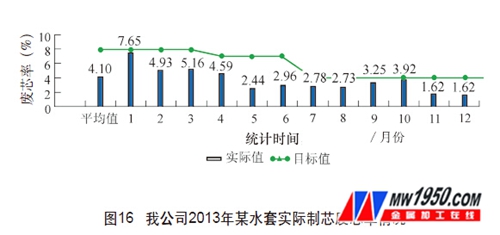
Through the solution of the above six water jacket sand core TOP defects, the quality of the water jacket core has been well controlled, and the scrap rate has been reduced from 20% to less than 4% in a single shift, and has been stabilized. Problems such as loose water pump port and water jacket die have been completely solved, as shown in Figure 16.
5 Conclusion
In this paper, through the analysis of the causes of the defects of the water jacket hot core, in the case that the product structure and the core box structure have been fixed and cannot be changed greatly, the prevention measures have been developed through various improvements, and good results have been achieved, and the waste products have been reduced. The rate increases the production start rate and reduces the production cost.
references:
[1]Chen Jianmin. Hot core box coated sand core of cylinder head water cavity core[J]. China Foundry Equipment and Technology, 2008(1): 28-29.
[2] Yan Ni. Application of coated core technology in casting [J]. Friends of Science. 2011 (2): 21-22.
[3]Chen Jianmin. The influence of sand-blasting rod on the core of coated sand hot core box and its solution[J]. Foundry, 2002(6): 366-368.
About the author: Huang Hua, Chen Zhiwei, Rong Yuliang, Zhao Qunxian, Liu Bin, Cai Yifa, Li Jingfeng, Qin Haibo, Shanghai General Motors Dongyue Powertrain Co., Ltd. Casting and Forging Technology and Quality Department.