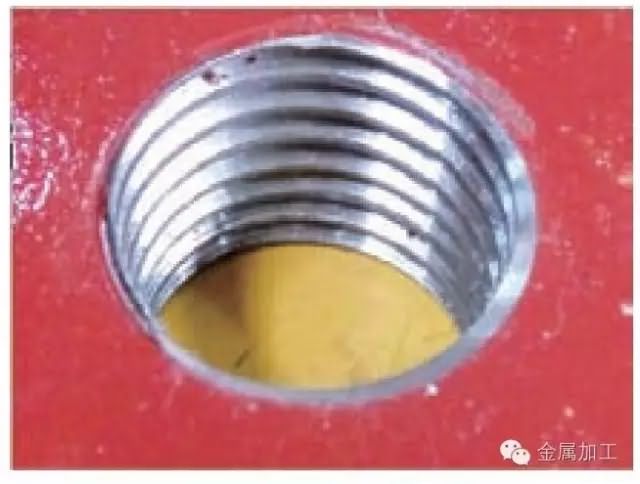
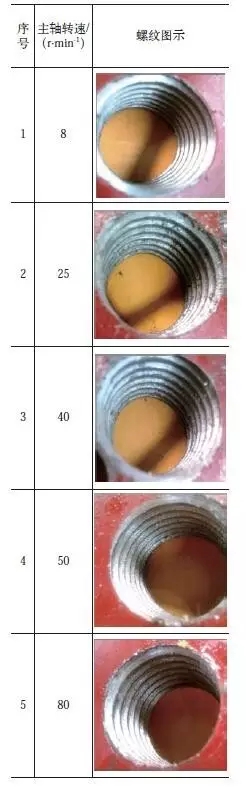
Rail vehicles, especially high-speed EMUs, generally use aluminum alloy as the body material for the purpose of light weight. The body and the bogie are traditionally bolted. Due to the soft material and low hardness of aluminum alloy material, the joint strength cannot meet the design requirements and can not be used directly as a nut. In order to meet the joint strength requirements, it is necessary to install carbon steel plate on aluminum plate and thread hole on carbon steel plate. Used as a nut. The body bolster beam is designed with multiple screw seat structures, including 20 anti-snaking damper seats, anti-rolling mechanism mounting seats and center pin mounting plates, 8 of which are fully enclosed cavity structures. Once there is a quality problem in the threaded part of the screw seat, it cannot be replaced and repaired. In order to ensure the safety of driving, the bolster beam must be scrapped as a whole, so the pass rate of the screw seat is critical to the quality control and cost control of the vehicle body. In this paper, the design of the screw seat is analyzed. Through a large number of machining tests, reasonable cutting parameters are explored, and the most reasonable processing technology is finally determined and successfully applied. Screw seat structure The bolster beam composition and screw seat structure are shown in Figure 1. 2. Process analysis (1) Carbon steel plate material and its processing technology: Carbon steel screw seat material is Q345E steel, which is a low alloy high strength structure with good mechanical properties, welding performance, low temperature toughness, cold stamping and cutting performance. Steel, low temperature impact performance, mostly used in vehicles and other industries. (2) Tap selection: 1 spiral groove tap (brand 1, brand 2) is the rear chip type, generally suitable for tapping of blind holes. 2 Straight groove taps (Brand 1, Brand 3) are front chip type, generally suitable for tapping of through holes. (3) Cutting parameters: By querying the cutting manual and based on past experience, the tapping speed of the radial drilling machine is 50r/min. (4) According to the above analysis, for the M30 screw seat, the process test plan is formulated from different angles: 1 Test taps of different brands and forms. 2 Thread quality when testing different cutting parameters. 3 Test the thread quality of the manual tapping thread. 3. Test conditions Prepare the Q345E steel and aluminum alloy plate, and fix the screw seat to the aluminum plate with a thickness of 35mm with the aluminum plate facing up, as shown in Figure 2. The tapping method is a radial drilling machine or a hand attack, and peanut oil lubrication is used when tapping the thread. 4. Test process Fix the workpiece on the vise of the rocker drilling machine table, drill, expand the bottom hole of the threaded hole, the counterbore on the aluminum plate, and then tap the thread. In order to improve the surface quality of the threaded bottom hole, it is first necessary to ensure that the cutting edge of the drill bit is sharp and the blade belt is smooth, and the process steps of first drilling and then expanding are adopted, that is, the small hole is first drilled with a small drill bit, and then the large drill bit is used to ream the hole to reduce Cutting amount, avoiding the bottom hole bending and tilting, resulting in incomplete or inclined thread profile. The processing steps of the M30 threaded hole are as follows: 1 Drill the M30 threaded hole bottom hole with a φ 13.8mm drill bit. 2 Use a φ 21mm drill bit to expand the M30 threaded hole bottom hole. 3 Expand the four M30 threaded hole bottom holes with a φ 26.5mm drill bit. 4 Use a flat knife to machine the counterbore on the aluminum plate at the M30 threaded hole. The diameter of the counterbore is 33mm and the depth is up to the screw seat plate. The surface roughness of the counterbore is Ra≤12.5μm. 5 Before tapping the thread, use a duct to blow the tap and the bottom hole of the thread, and no debris should adhere to the surface of the tap and the bottom hole. 6 Use the machine tapping method to tap the M30 threaded hole, or use manual tapping, which is lubricated with peanut oil. 5. Test process (1) Straight groove tap processing test: tapping test of straight groove tap with spiral front cutting edge, respectively adopting brand 1 machine tap and brand 3 machine tap, both taps are suitable for through hole tapping, resulting in The chips are discharged downwards, and there is no problem that the chip removal is not smooth. The tapping effect is shown in Fig. 3, Fig. 4 and Fig. 5. Advantages: The thread surface of the two straight groove taps is of good quality, the fish surface is not cracked on the thread surface, the chips are discharged downward, and the generated chips do not affect the thread processing. Figure 3 Straight groove tap removal method Figure 4 brand 1 tap Figure 5 brand 3 tap Figure 6 thread front Disadvantages: After multiple processing tests, it can be visually found that the front two threaded cusps are thin. When the gauge is tested, the gauge can be stopped after screwing in the 1~1.5 thread. According to the analysis, the reason is the straight groove tap. The guiding is not as stable as the spiral tap. It is easy to shake when the two threads are threaded before processing, resulting in a larger diameter and a more irregular stop. (2) Test brand 2 Machine spiral groove taps on the thread surface quality at different speeds of the drill spindle: The rotational speeds were 8 r/min, 25 r/min, 40 r/min, 50 r/min and 80 r/min, respectively. During the test, it was found that there was no significant difference in the surface quality of the M30 thread processed at different speeds. The surface quality after processing is shown in Fig. 6. The quality of the back surface of the thread is shown in Table 1. Through the comparison of Table 1, it can be found that when the spindle speed of the machine tool is 8r/min, the surface quality of the machined thread is better; when the spindle speed of the machine tool is 25-80r/min, the scaled crack of the machined thread surface appears. In order to verify whether 8r/min is the optimum speed for threading, re-machining was performed. After the two threaded holes were machined using this speed, the tapping of the tap was found to be broken (see the circled position in Fig. 7). Figure 7 Taps and chipping sites Through the tapping of the tap, it can be analyzed that when the spindle speed of the machine tool is too low, the cutting force is large, and it is easy to cause damage to the machining tool. Therefore, when the thread is tapped on the machine tool, it is not suitable to use the machine speed that is too low. (3) Test brand 1 The quality of the threaded hole of the new machine spiral groove tap: When the brand 1 machine uses the spiral groove tap to machine the thread, the most intuitive difference from the brand 2 tap is that the chip removal is good and the generated chips are not easy to break. For example, as shown in Table 2. Table 2 Comparison of processing effects of different brands of spiral groove taps (4) Thread quality when testing manual tapping: Manual tapping tests the M30 thread and M20 thread respectively. The test method is to machine 2~3 thread after machining the bottom hole on the drilling machine. The introduction of the tap when manually tapping the thread, and then manually tapping the remaining thread. When tapping the thread, the tap uses the brand 2 tap, and the surface quality of the thread after processing is poor, as shown in Fig. 8. And the M30 threaded hole pitch is 3.5mm, the cutting amount is large, and the manual tapping is difficult, which is not easy to realize. Figure 8 Manually machined threaded holes The brand 1 machine spiral groove tap used in the previous period was used well, and the quality of the threaded hole was stable, and there was no quality problem such as thread damage and fish scale crack on the thread surface. According to the test results, it is determined that the tap brand of the screw seat is selected from the brand 1 and the taper type is a spiral groove tap. 6. Conclusion In this paper, for the new structure and new process of EMU products, through the process analysis and a large number of process tests, the appropriate machining tools and reasonable cutting parameters are determined, which ensures the processing quality of the screw seat and saves the repair or scrap cost of the bolster beam. It also ensures the safety of high-speed EMUs. At the same time, it provides a process reference for the manufacture of similar structural parts in the future.
1. Precast concrete magnet
2.Magnetic Name Badge Name Tag/Magnetic Name Tag
3.Permanent Magnetic Lifter
4.Neocube Neo Ball
5.Car Mount Holding Device Automobile Mount Holder
6.Magnetic Round Base Ndfeb Magnet
7.Magnetic Filter
9.Button Magnet
Magnetic Assembly, Motor Magnet, Industrial Magnet, Magnetic Filter bar, Lifting Magnet NINGBO SHINE MAGENETIC TECHNOLOGY CO.,LTD , https://www.shinemagnets.com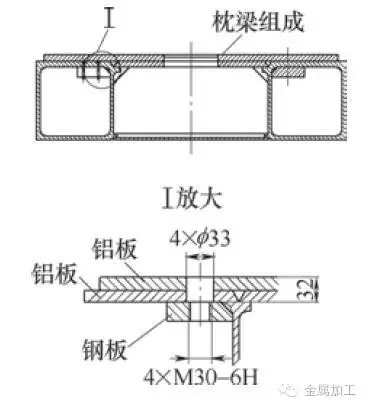
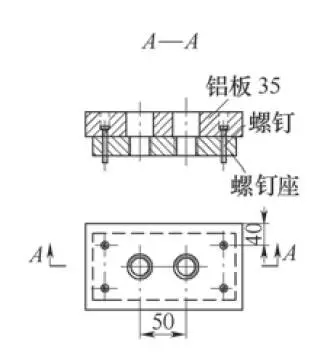
Figure 2 Schematic diagram of the simulation of the current car screw seat 



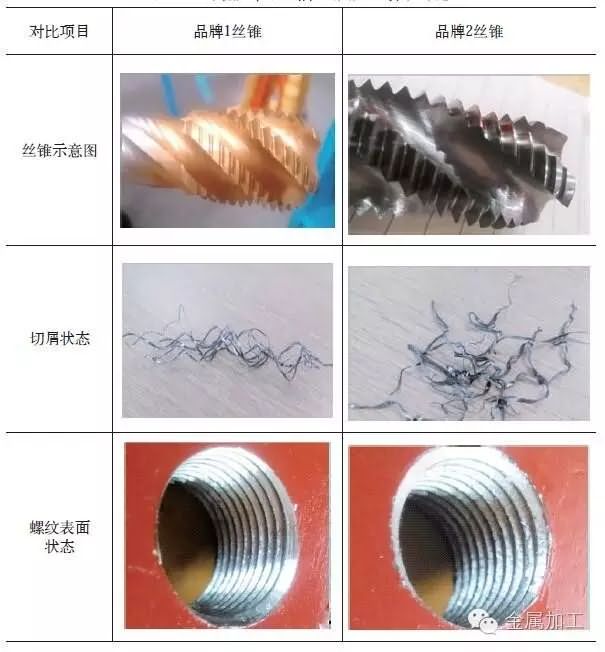
Through the comparison of Table 2, it can be found that the chips generated by the brand 2 taps are easily broken, which is not conducive to chip removal, and the chips generated by the brand 1 tap are not easy to be broken, are easy to discharge, and the surface quality of the processed thread is also significantly higher. 
Have you seen the carbon steel screw seat? Come and see the advanced manufacturing processes on rail transit!